


超强激光科学卓越创新简报
(第七百零四期)
2025年9月3日
上海光机所在汽车用铝硅镀层热成形钢激光焊接方面取得新进展
近期,中国科学院上海光学精密机械研究所高端光电装备部激光智能制造技术研发中心杨上陆研究员团队在汽车用铝硅镀层热成形钢激光拼焊研究中取得重要进展。团队提出了一种基于稀释率控制的合金化策略,研制出低成本高强钢焊丝。不同于传统的“激光烧蚀+焊接”两步工艺,该研究实现了一步直接激光填丝焊接与高质量接头制备的协同优化,并系统阐明了其组织调控机理。相关成果以“Enhancing the mechanical performance of laser-welded Al-Si coated 22MnB5 PHS via dilution-controlled nickel addition”为题,发表于Journal of Materials Research and Technology。
铝硅镀层热成形钢因兼具高强度与优良耐蚀性,已被广泛应用于新能源汽车车身结构。然而在激光焊接过程中,镀层铝进入熔池并发生偏析,促进铁素体生成,导致接头软化和力学性能下降。这一难题长期制约了铝硅镀层热成形钢激光拼焊件的工程化应用。同时,现有工艺优化手段也难以在简化流程与满足工业需求之间取得平衡。
针对上述问题,本研究开发了一种低成本高强钢焊丝,通过稀释率控制实现了焊缝中镍含量与铝稀释比例的有效调控,成功制备出高强度拼焊接头。结合显微表征与组织演化模拟,系统揭示了稀释率与镍含量对焊缝组织转变的耦合调控机制。研究发现,降低稀释率能够显著减少焊缝中平均铝含量,改善组织均匀性;镍含量的增加则有效抑制了包晶反应中铁素体的生成,促进高位错密度马氏体形成,并提高低角度晶界比例。铁素体在凝固过程中的显著减少,使得淬火温度下铁素体分数明显降低,从而确保了焊后接头的优异力学性能。所提出的方法在铝硅镀层热成形钢定制化焊接组件的制造中展现出更高的有效性,不仅提高了接头延伸率,还促使断裂位置由焊缝区转移至基材。本研究为新能源汽车用热成形钢拼焊接头的工业化应用提供了一种低成本且具有高度可行性的全新解决方案。
相关工作得到了中国博士后科学基金、国家自然科学基金等项目支持。
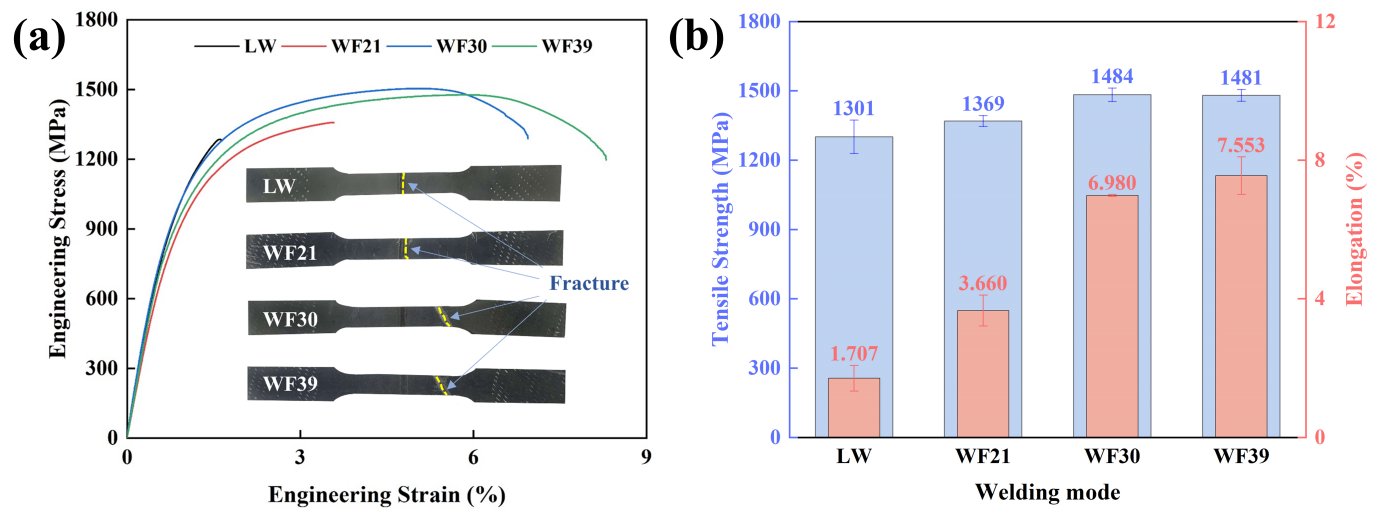
图1 焊接接头在不同稀释率下的拉伸性能:(a) 应力-应变曲线和拉伸断裂状态 (b) 焊接接头的拉伸强度和延伸率统计结果。
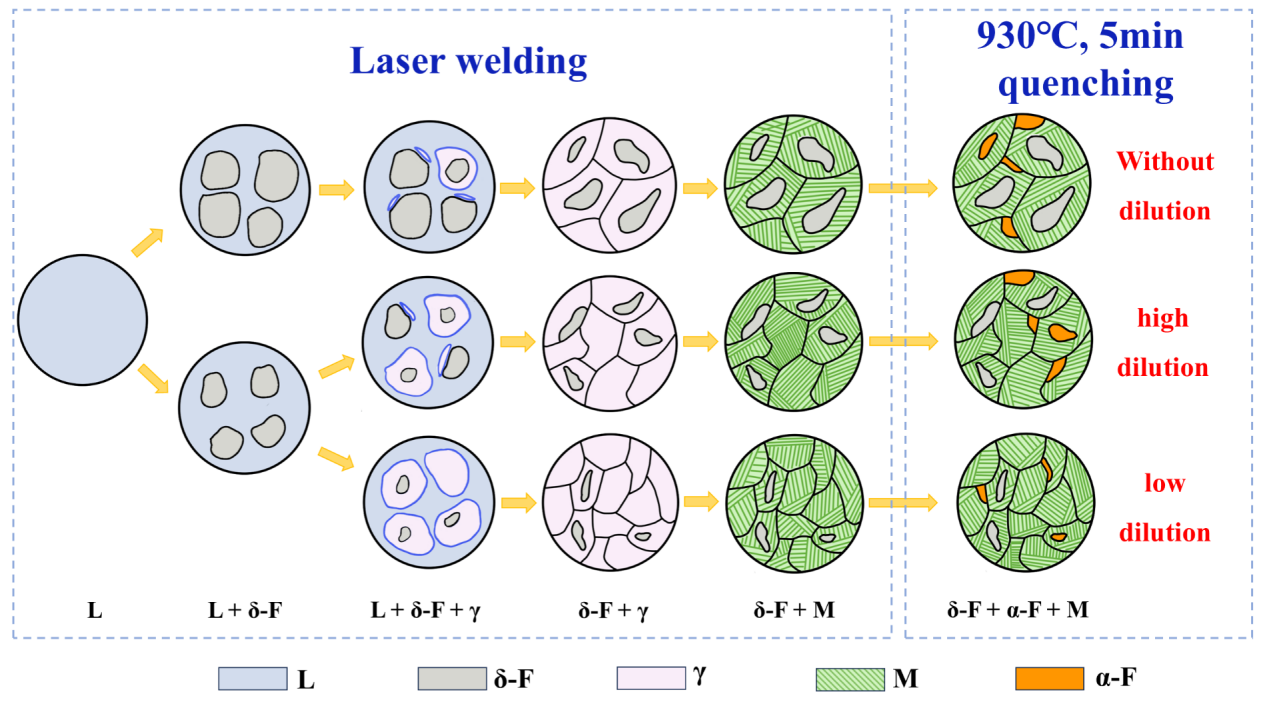
图2 稀释率和镍含量对熔合区组织转变影响的示意图。









